Trong bối cảnh công nghiệp 4.0, việc ứng dụng công nghệ tự động hóa ngày càng trở nên thiết yếu để nâng cao năng suất và chất lượng sản phẩm. Máy cán tôn, một thiết bị quan trọng trong dây chuyền sản xuất vật liệu xây dựng, không nằm ngoài xu hướng này. Hệ thống điều khiển PLC (Programmable Logic Controller) chính là “bộ não” thông minh giúp máy cán tôn vận hành chính xác, linh hoạt và ổn định hơn.
Hệ thống điều khiển PLC là bộ điều khiển lập trình được thiết kế đặc biệt để giám sát và điều khiển các quá trình công nghiệp. Với khả năng lập trình linh hoạt, Hệ thống điều khiển PLC có thể dễ dàng thích ứng với các yêu cầu vận hành khác nhau của máy cán tôn, từ việc điều chỉnh tốc độ cán, kiểm soát áp lực, đến bảo vệ an toàn trong quá trình sản xuất.
Hệ thống điều khiển PLC là gì?
Hệ thống điều khiển PLC là thiết bị điện tử kỹ thuật số được lập trình để thực hiện các chức năng điều khiển tự động trong các hệ thống công nghiệp. Hệ thống điều khiển PLC nhận tín hiệu đầu vào từ các cảm biến, công tắc, thiết bị đo lường, xử lý theo chương trình đã lập trình sẵn và xuất ra các tín hiệu điều khiển tới các thiết bị như motor, van điện từ, bộ biến tần…
Hệ thống điều khiển PLC được thiết kế để hoạt động ổn định trong môi trường công nghiệp với khả năng chịu nhiễu, chống bụi, rung lắc và nhiệt độ cao.
Vai trò quan trọng của hệ thống điều khiển PLC trong máy cán tôn
Máy cán tôn có nhiệm vụ tạo ra các tấm tôn với hình dạng, kích thước và mẫu mã đa dạng theo yêu cầu sản xuất. Để đạt được độ chính xác cao và năng suất lớn, máy cần được điều khiển một cách tự động và liên tục. Hệ thống PLC mang đến nhiều lợi ích nổi bật như:
-
Tự động hóa quá trình vận hành: Hệ thống điều khiển PLC giúp máy cán tôn hoạt động liên tục mà không cần sự can thiệp nhiều từ con người, giảm thiểu sai sót và tăng năng suất.
-
Tối ưu hóa quá trình sản xuất: Việc điều chỉnh thông số như tốc độ, lực cán, thời gian dừng máy được thực hiện dễ dàng và chính xác qua PLC.
-
Tăng độ ổn định và an toàn: Hệ thống điều khiển PLC có chức năng giám sát trạng thái máy và phát hiện lỗi kịp thời, giúp ngăn ngừa sự cố và bảo vệ thiết bị.
-
Dễ dàng nâng cấp và bảo trì: Hệ thống điều khiển PLC có thể được lập trình lại để thích nghi với các yêu cầu mới mà không cần thay đổi phần cứng.
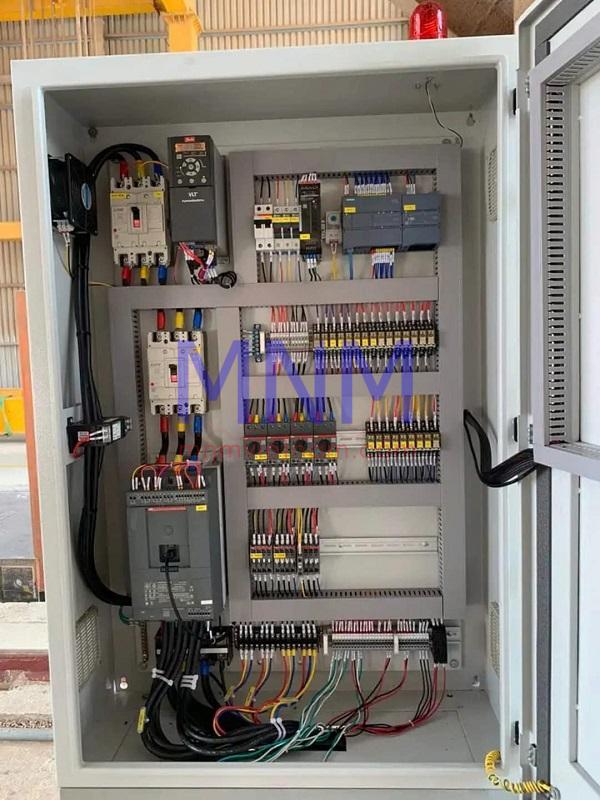
Cấu tạo và nguyên lý hoạt động của hệ thống điều khiển PLC trong máy cán tôn

Hệ thống điều khiển PLC gồm ba thành phần chính: bộ xử lý trung tâm (CPU), bộ vào ra (I/O modules), và phần mềm lập trình.
-
Bộ xử lý trung tâm (CPU): Đây là “trái tim” của hệ thống, xử lý tất cả các tín hiệu đầu vào, thực hiện các chương trình logic đã được lập trình và gửi tín hiệu điều khiển tới thiết bị đầu ra.
-
Bộ vào ra (Input/Output modules): Các cảm biến, nút nhấn, công tắc… cung cấp tín hiệu đầu vào cho PLC; các bộ truyền động, động cơ, van… nhận tín hiệu đầu ra từ PLC để vận hành máy.
-
Phần mềm lập trình: Người kỹ thuật viên dùng các phần mềm chuyên dụng để viết chương trình điều khiển cho PLC, từ đó điều chỉnh các quy trình sản xuất theo yêu cầu.
Nguyên lý hoạt động của hệ thống điều khiển PLC trong máy cán tôn
Thu nhận tín hiệu đầu vào
Các cảm biến và công tắc lắp trên máy sẽ liên tục gửi tín hiệu về hệ thống điều khiển PLC. Ví dụ:
-
Cảm biến đo chiều dài tôn gửi tín hiệu khi tấm cán đạt đến kích thước đã cài đặt.
-
Cảm biến tốc độ kiểm soát tốc độ con lăn.
-
Công tắc hành trình xác định vị trí của bộ phận cắt tôn.
Xử lý tín hiệu: CPU PLC chạy chương trình điều khiển đã lập trình sẵn để phân tích tín hiệu đầu vào, đưa ra các quyết định điều khiển phù hợp. Chương trình này thường được viết bằng ngôn ngữ lập trình PLC như Ladder Logic (biểu đồ thang), Function Block, hoặc Structured Text.
Xuất tín hiệu điều khiển: Dựa trên kết quả xử lý, Hệ thống điều khiển PLC sẽ xuất các tín hiệu điều khiển đầu ra tới motor, rơ le, bộ biến tần… để điều chỉnh tốc độ con lăn, áp lực cán, kích hoạt cơ cấu cắt tôn, hoặc phát cảnh báo khi phát hiện lỗi.
Giao tiếp với người vận hành: Thông qua màn hình HMI, người vận hành có thể giám sát trạng thái máy, thay đổi thông số vận hành (như tốc độ, chiều dài cắt), và nhận thông báo lỗi để can thiệp kịp thời.
Các chức năng chính của hệ thống điều khiển PLC trong máy cán tôn

-
Điều khiển vận tốc động cơ: hệ thống điều khiển PLC điều khiển biến tần để thay đổi tốc độ con lăn cho phù hợp với từng loại tôn và yêu cầu sản xuất.
-
Điều khiển hành trình cắt tôn: Tự động cắt tôn theo chiều dài đã cài đặt, đảm bảo độ chính xác cao.
-
Điều khiển áp lực cán: Đảm bảo lực ép con lăn đúng tiêu chuẩn, tránh làm hỏng tôn hoặc giảm chất lượng sản phẩm.
-
Bảo vệ quá tải và an toàn: PLC giám sát dòng điện, nhiệt độ motor và các cảm biến để tự động dừng máy khi phát hiện sự cố.
-
Giao tiếp và lưu trữ dữ liệu: Ghi lại thông số sản xuất, số lượng tôn đã cán, giúp quản lý dễ dàng hơn.
Xem thêm:
Máy cán tôn mini có phù hợp cho xưởng nhỏ không?
Máy cán tôn 3 tầng là gì? Đặc điểm và ứng dụng thực tế
So sánh máy cán tôn và máy cán thép – Điểm khác biệt quan trọng
Ứng dụng thực tế của hệ thống điều khiển PLC trong máy cán tôn
Hiện nay, đa số các máy cán tôn hiện đại đều được trang bị hệ thống điều khiển PLC để đảm bảo hiệu quả sản xuất cao nhất. Qua việc ứng dụng PLC, quá trình sản xuất tôn được tự động hóa từ bước nạp vật liệu, cán tạo hình, đến cắt thành phẩm, giúp giảm thiểu nhân công và nâng cao chất lượng sản phẩm.
Bên cạnh đó, hệ thống điều khiển PLC còn hỗ trợ giám sát từ xa và lưu trữ dữ liệu vận hành, giúp nhà quản lý dễ dàng kiểm tra và tối ưu hóa dây chuyền sản xuất. Các tính năng cảnh báo sớm của PLC cũng giúp ngăn chặn các nguy cơ hư hỏng máy móc, giảm thiểu thời gian bảo trì và chi phí sửa chữa.
Lợi ích khi sử dụng hệ thống điều khiển PLC trong máy cán tôn

Việc tích hợp hệ thống điều khiển PLC trong máy cán tôn mang lại nhiều lợi ích thiết thực, cụ thể như:
-
Nâng cao hiệu suất sản xuất: Máy hoạt động liên tục, chính xác và ít lỗi hơn.
-
Tiết kiệm chi phí nhân công: Tự động hóa giảm thiểu sự phụ thuộc vào thao tác thủ công.
-
Tăng độ an toàn: PLC giúp phát hiện sự cố nhanh chóng và tự động dừng máy khi cần thiết.
-
Dễ dàng tùy chỉnh: Có thể thay đổi chương trình để đáp ứng các yêu cầu sản xuất khác nhau mà không cần thay đổi phần cứng.
Những lưu ý khi lựa chọn hệ thống điều khiển PLC cho máy cán tôn

-
Số lượng đầu vào/đầu ra: Phải phù hợp với số lượng cảm biến và thiết bị cần điều khiển.
-
Khả năng mở rộng: Dễ dàng nâng cấp khi mở rộng dây chuyền sản xuất.
-
Tốc độ xử lý: Đáp ứng nhanh với các tín hiệu để không làm gián đoạn quá trình cán.
-
Tương thích với các thiết bị ngoại vi: Như biến tần, cảm biến, màn hình HMI.
-
Chi phí và hỗ trợ kỹ thuật: Lựa chọn hãng PLC có dịch vụ bảo hành và hỗ trợ tốt.
Hệ thống điều khiển PLC đóng vai trò trung tâm trong việc nâng cao hiệu quả và chất lượng của máy cán tôn. Nhờ PLC, quá trình sản xuất trở nên tự động, chính xác và ổn định hơn rất nhiều so với phương pháp điều khiển thủ công truyền thống. Việc hiểu rõ cấu tạo, nguyên lý và cách vận hành PLC sẽ giúp các kỹ sư và nhà sản xuất tối ưu hóa quy trình sản xuất, giảm thiểu chi phí và nâng cao năng lực cạnh tranh trên thị trường.
Nếu bạn đang cân nhắc đầu tư hoặc nâng cấp máy cán tôn, việc lựa chọn hệ thống điều khiển PLC phù hợp là bước rất quan trọng không thể bỏ qua.
Công ty TNHH Cơ khí công nghiệp MNM
Địa chỉ: Số 9, đường D10, Khu dân cư Thuận Giao, Phường Thuận Giao, Thành Phố Thuận An, Tỉnh Bình Dương, Việt Nam.
Nhà máy: 5/28 đường Bùi Hữu Nghĩa , Khu phố Bình Đức 2, Phường Bình Hoà, Thành phố Thuận An, Tỉnh Bình Dương, Việt Nam
MST: 3702 884 193
Số điện thoại: 0973 123 002
Email: cs247.mnm@gmail.com
Website: www.mnmvietnam.com




Bài viết liên quan
Cách mở rộng thị trường kinh doanh máy cán tôn hiệu quả
Trong những năm gần đây, ngành xây dựng tại Việt Nam và các quốc gia Đông Nam Á đang tăng...
Kinh nghiệm mở xưởng sản xuất tôn – Những điều cần biết
Khi nhu cầu sử dụng tôn lợp ngày càng tăng cao trong ngành xây dựng, mở xưởng sản xuất tôn...
Thị trường máy cán tôn tại Việt Nam – Tiềm năng và cơ hội
Trong những năm gần đây, ngành xây dựng tại Việt Nam liên tục phát triển mạnh mẽ, kéo theo nhu...